歡迎來到襄陽漢潤水泥制品有限公司網站

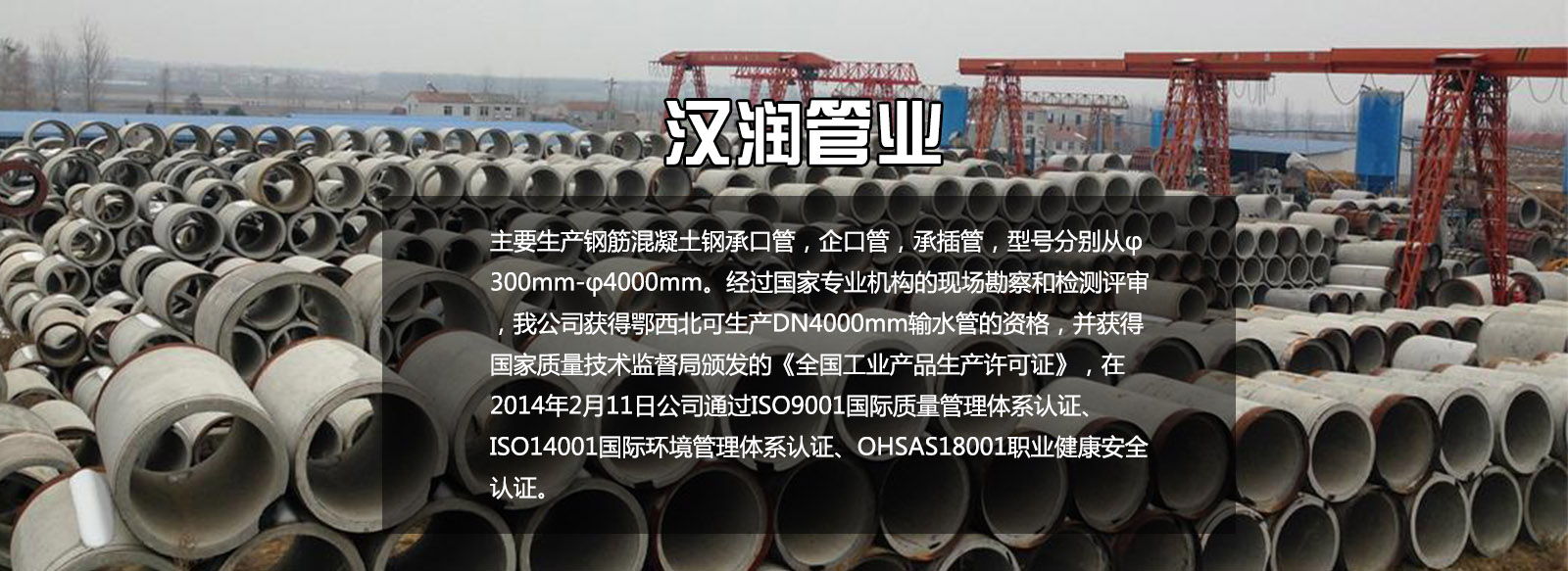
襄陽水泥管模具組裝后整機的試驗方法,襄陽水泥制品合模后用卡尺或鋼直尺、鋼卷尺分別測量水泥管模具筒體兩端、合口方向和垂直方向的內徑,襄陽水泥管廠家模具同一截面內徑合口方向比垂直方向的尺寸大2-4,且應圓滑過渡。
1. 水泥管模具內徑
合模后用卡尺或鋼直尺、鋼卷尺分別測量水泥管模具筒體兩端、合口方向和垂直方向的內徑,水泥管模具同一截面內徑合口方向比垂直方向的尺寸大2-4,且應圓滑過渡。
2. 水泥管模具公稱長度
用鋼卷尺測量,模具公稱長度的尺寸極限偏差+4/-3。

3. 端模與筒體的配合間隙
用塞尺測量,端模與筒體的配合間隙:離心模具不大于1,其它模具不大于2。
4. 水泥管模具內表面合口間隙
用塞尺測量,模具內表面合口間隙:離心模具不大于0.4,其它模具不大于0.8。
5. 水泥管模具組裝后筒體內壁錯位
用鋼直尺測量,模具組裝后筒體內壁錯位不大于0.8。
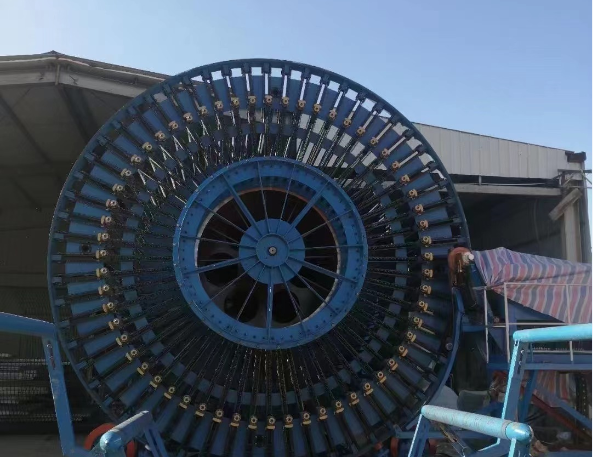
6. 離心水泥管模具裝配后兩跑輪與筒體同軸度
于水泥管模具組裝后置于試驗用離心機上用百分表測量其兩端內表面的圓跳動,離心管模具裝配后兩跑輪與筒體同軸度偏差:當模具公稱直徑不大于1000mm時該偏差不大于Φ1.5;當模具公稱直徑大于1000mm時該偏差不大于Φ2。
7. 離心水泥管模具的跑輪輪緣距
用鋼卷尺測量,離心管模具的跑輪輪緣距的極限偏差為-5/ 2。
8. 合口螺栓擰緊后螺栓應露出螺母的長度
用鋼直尺測量,合口螺栓擰緊后螺栓應露出螺母、其露出長度不大于15。
9. 水泥管模具外表面質量,焊接接頭結合處的錯位
用鋼直尺測量,模具外表面應無毛刺、銳邊、焊渣和碰傷等影響外觀質量的缺陷,焊接接頭結合面處的錯位不大于1。
10. 外觀要求
用目測和手感法測量,縱向、環向筋板配置平直,模具外表面涂漆要求應符合JC/T 402的規定。
11. 空載試驗
將水泥管模具平穩地置于與模具相應的符合試驗要求的水泥管成型機上,按表1規定的轉速運轉,時間不少于10min,模具空載運轉應平穩、無異常響聲。
在使用單位進行,試生產三至五根管子,模具負載試驗應平穩、無異常響聲,且負載運轉時模具合縫處及端模連接處均不應漏漿。
襄陽漢潤水泥制品有限公司
手機:15271033666(陳經理)
電話:0710-3705811
郵箱:389682242@qq.com
網址:sxcsd.cn